Welcome to Pinghu Zhanpeng Adhesivo termofusible Web & Film Co., Ltd. Enterprise Official Website.
Proveedor de soluciones de unión termofusible
+86-573-85032008


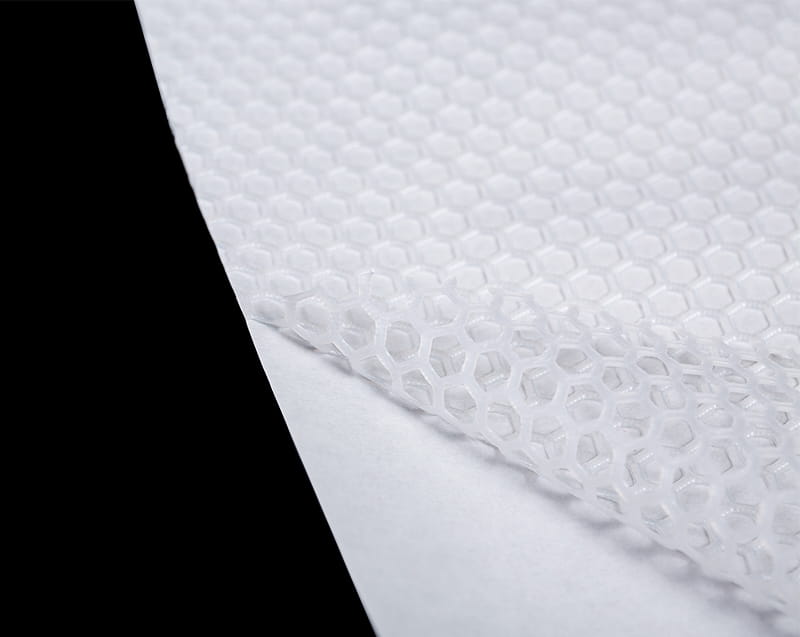
La red adhesiva termoplástica sin papel, también conocida como malla adhesiva termoplástica sin papel, red adhesiva termoplástica independiente o red adhesiva autoportante, es un material de unión termoplástico en forma de red o red que se fabrica y suministra sin papel de soporte ni revestimiento antiadherente. A diferencia de las películas adhesivas termofusibles convencionales que se laminan sobre papel antiadherente recubierto de silicona para su manipulación y troquelado, una red adhesiva sin papel es una estructura de malla abierta autoportante que se puede manipular, transportar, cortar y colocar directamente sin necesidad de un sustrato portador para mantenerla unida.
La estructura de red o malla se produce extruyendo el adhesivo termoplástico, generalmente poliamida (PA), poliuretano (TPU), poliéster (PES), poliolefina o etileno-acetato de vinilo (EVA), a través de una matriz giratoria o un proceso de unión por hilado que deposita el adhesivo fundido en un patrón de rejilla de tejido abierto. A medida que el adhesivo se enfría, se solidifica formando una malla dimensionalmente estable con una proporción de área abierta definida (normalmente entre un 40% y un 80% de espacio abierto) que permite que las capas de tela superiores e inferiores se unan directamente entre sí a través de las aberturas de la malla en lugar de unirse solo en los puntos de contacto del adhesivo. Esta estructura abierta es una de las principales ventajas de rendimiento de la red adhesiva sobre la película adhesiva sólida.
La ausencia de un soporte de papel no es simplemente una medida de ahorro: cambia fundamentalmente la forma en que se utiliza el producto. Sin papel antiadherente, no hay residuos de revestimiento que gestionar, no hay paso de delaminación antes de la unión, no hay costos de eliminación del revestimiento y no hay riesgo de que fragmentos de papel contaminen el conjunto adherido. Para aplicaciones de unión de textiles y no tejidos de gran volumen donde la red adhesiva se aplica en un proceso continuo de laminación rollo a rollo, eliminar el soporte de papel simplifica el enhebrado de la máquina, reduce el peso del rollo y reduce el consumo de material por metro cuadrado de producto adherido al eliminar la capa de papel por completo.
La comparación entre la red adhesiva termofusible sin papel y la película adhesiva convencional con respaldo de papel es la distinción más importante que los compradores deben comprender antes de especificar cualquiera de los productos. Ambos son materiales adhesivos termoplásticos activados por calor y presión, pero su forma física, requisitos de manipulación, mecanismo de unión y características de rendimiento de uso final difieren de tal manera que hacen que cada uno sea apropiado para diferentes aplicaciones.
La película adhesiva termofusible convencional es una hoja sólida y continua de adhesivo: cada punto del área de unión está cubierto con material adhesivo. Cuando se activa, crea un vínculo en toda la superficie de la interfaz. Esta unión de cobertura total puede ser deseable para la laminación impermeable (unión de membrana impermeable, laminación de película), pero bloquea completamente la transmisión de aire, vapor de humedad y líquido a través del conjunto adherido. La red adhesiva termofusible, por el contrario, deja abierta entre el 40% y el 80% del área de la interfaz, lo que permite mantener la transpirabilidad, la transmisión de vapor de humedad y la permeabilidad acústica en la estructura adherida. Esta es la razón por la que el adhesivo de red domina en las aplicaciones textiles de alto rendimiento (ropa deportiva, prendas para actividades al aire libre, prendas médicas y laminados de membranas transpirables) donde el tejido adherido debe conservar las propiedades de transpirabilidad y control de la humedad.
La película adhesiva con soporte de papel requiere un paso de delaminación (despegar el revestimiento antiadherente del adhesivo) antes o durante la unión. En la maquinaria de laminación automatizada, esto significa que se debe integrar un sistema de recogida de soporte en la máquina, lo que añade complejidad mecánica y crea rollos de residuos de soporte que deben recogerse y desecharse. La red adhesiva sin papel se enrosca directamente en la línea de laminación como una capa de tela, sin revestimiento que quitar. Esto simplifica el diseño de la máquina, reduce el tiempo de preparación y elimina la manipulación del revestimiento como variable de producción. Para la aplicación manual (unir puños, cuellos y dobladillos en la confección de prendas), la red sin papel se puede cortar, posicionar y unir sin ningún paso preparatorio, lo que agiliza su uso en flujos de trabajo de producción que no están completamente automatizados.
La película adhesiva con soporte de papel incluye tanto la capa adhesiva como el papel antiadherente de silicona, que normalmente pesa entre 80 y 130 g/m2 por sí solo, a menudo más que la capa adhesiva que lleva. El comprador paga por ambos materiales pero descarta el papel después de unirlo. La red adhesiva sin papel elimina por completo este desperdicio de material: cada gramo de material comprado acaba en el producto acabado o como adhesivo en la junta unida. A escala de producción, esta reducción de peso en el rollo comprado se traduce en longitudes de rollo más largas por kilogramo de adhesivo, menos cambios de rollo por turno y menores costos de flete por unidad de capacidad de unión.
El polímero termoplástico utilizado como resina base de una red adhesiva termofusible determina su temperatura de activación, fuerza de unión, flexibilidad después de la unión, resistencia al lavado, compatibilidad química y características de rendimiento de uso final. Seleccionar la química del polímero adecuada para la aplicación es tan importante como seleccionar el peso neto y la proporción de área abierta correctos: una unión que se activa maravillosamente y se mantiene durante el uso inicial pero falla después de cinco ciclos de lavado es una falla del producto, independientemente de la eficiencia con la que se aplicó la red.
| Tipo de polímero | Temperatura de activación. | Resistencia al lavado | Flexibilidad | Aplicación típica |
|---|---|---|---|---|
| Poliamida (PA) | 120–160°C | Excelente (60 lavados) | moderado | Ropa de trabajo, ropa de alto rendimiento, entretela |
| Poliuretano (TPU) | 100–140°C | Muy bueno (40 a 60 lavados) | Alto | Ropa deportiva, calzado, tejidos elásticos, médico. |
| Poliéster (PES) | 130–170°C | Bueno (30 a 50 lavados) | moderado–Low | Textiles técnicos, interiores de automóviles, filtración. |
| EVA | 80–120°C | moderado (15–30 washes) | Alto | Pegado económico, laminación de espuma y telas no tejidas |
| Poliolefina (PO) | 90–130°C | moderado (20–35 washes) | Alto | Productos higiénicos, embalajes, telas no tejidas desechables. |
Las redes de poliamida son los caballos de batalla de las aplicaciones textiles de alto rendimiento y prendas de vestir donde se requiere durabilidad tras lavados repetidos. Los adhesivos de PA forman fuertes enlaces intermoleculares con fibras textiles de poliamida y poliéster, produciendo enlaces que mantienen la integridad durante 50 a 100 ciclos de lavado en condiciones de prueba estándar ISO o AATCC. La flexibilidad moderada de la red de PA unida se adapta bien a aplicaciones de prendas estructuradas (entretela de cuello, unión de cinturillas, unión de bordes de bolsillos) donde el área unida debe resistir el estiramiento en lugar de extenderse con la tela.
Las redes de TPU se han convertido en la opción dominante para la unión de prendas elásticas y aplicaciones de calzado porque la unión de poliuretano permanece flexible y elástica después de la activación, se estira y se recupera con el sustrato en lugar de crear una zona unida rígida que restringe el movimiento de la prenda o causa grietas en las costuras durante la flexión. En la construcción de calzado deportivo, la red adhesiva de TPU une el exterior con la parte superior a través de complejos contornos tridimensionales que requieren que la capa adhesiva se flexione repetidamente durante cada paso durante la vida útil del zapato.
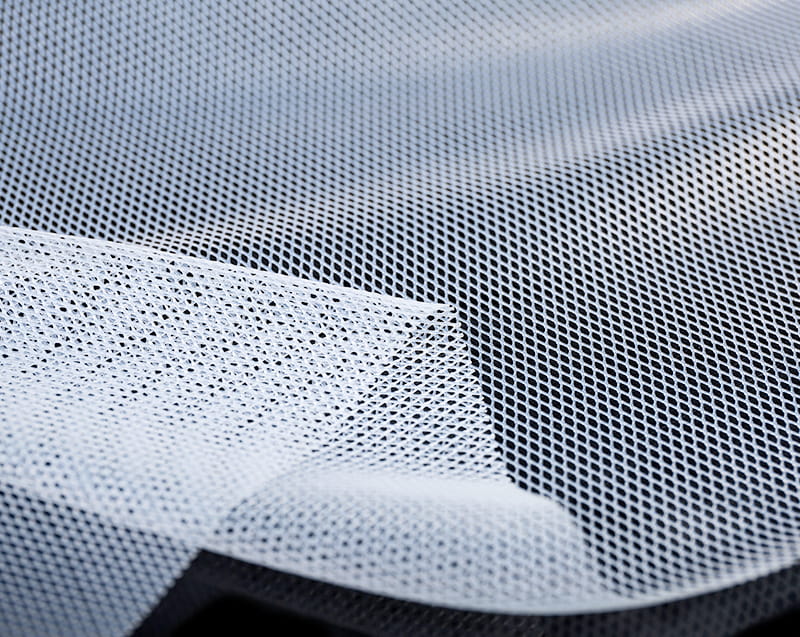
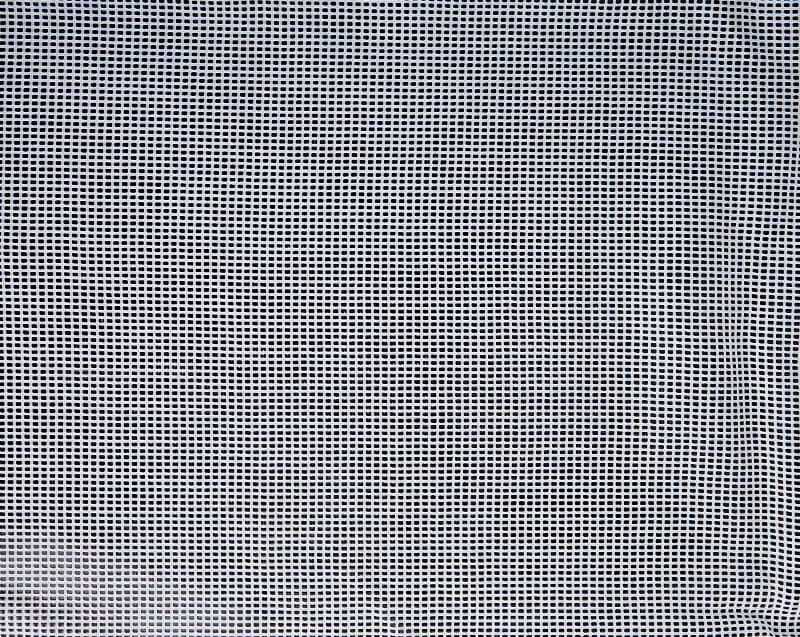
Las redes adhesivas termofusibles se especifican mediante dos parámetros estructurales principales: peso del área (en gramos por metro cuadrado, gsm) y relación de área abierta (porcentaje del área de superficie de la red que es malla abierta versus filamento adhesivo). Estos dos parámetros juntos determinan la cantidad de adhesivo que se deposita por unidad de área del conjunto adherido, lo que controla directamente la resistencia de la unión, la retención de la transpirabilidad, la rigidez agregada al tejido adherido y el costo del consumo de adhesivo por metro de producto terminado.
Los pesos reales de las redes adhesivas sin papel suelen oscilar entre 5 gramos a 80 gramos , que cubre aplicaciones desde la laminación de membranas transpirables ultraligeras en el extremo inferior hasta la unión estructural pesada de textiles técnicos y compuestos en el extremo superior. La mayoría de las aplicaciones de prendas de vestir se encuentran en el rango de 10 a 30 g/m2, lo que proporciona una resistencia de unión adecuada para la unión de costuras y dobladillos sin agregar rigidez perceptible a telas tejidas o de punto livianas. Las aplicaciones técnicas textiles y automotrices pueden especificar redes de 40 a 80 g/m2 donde se prioriza una alta resistencia al pelado o durabilidad de la unión bajo estrés mecánico antes que minimizar el peso o la rigidez adicionales.
Una regla general para la unión de telas: el peso neto del adhesivo debe ser del 10 al 20 % del peso real de la tela más liviana para lograr una unión equilibrada que no domine la sensación al tacto de la estructura ensamblada. Unir una capa exterior tejida de 100 g/m2 a un forro tejido de 50 g/m2 sugiere una red adhesiva en el rango de 5 a 10 g/m2. Unir un vellón técnico de 300 g/m² a un tejido recubierto de PVC de 200 g/m² sugiere entre 20 y 40 g/m². Desviarse significativamente por encima de este rango produce un conjunto adherido que se siente rígido y rígido; desviarse significativamente por debajo produce una unión que se desprende bajo tensión moderada, particularmente en áreas curvadas o flexionadas del producto terminado.
La proporción de áreas abiertas también interactúa con la construcción de la tela. Las telas de tejido apretado con pequeños espacios de fibra se benefician de redes con mayor área abierta (60–80 % abiertas) porque los filamentos adhesivos deben penetrar entre los hilos de la tela para crear un entrelazado mecánico; un área más abierta significa aberturas de malla más grandes que permiten una penetración más profunda del adhesivo en la estructura de la tela. Los tejidos sueltos y los no tejidos con estructuras de fibra inherentemente abiertas logran una penetración adecuada con redes más densas (40-60% de área abierta) porque la propia tela proporciona vías para el flujo del adhesivo durante la unión.
Red adhesiva termofusible sin papel. ha establecido su posición como el material adhesivo preferido en varios sectores manufactureros importantes, cada uno de los cuales explota una combinación específica de las propiedades del producto (transpirabilidad, flexibilidad, durabilidad del lavado, proceso limpio o eficiencia de producción) para resolver un desafío de unión que los adhesivos convencionales o la fijación mecánica no pueden abordar con tanta eficacia.
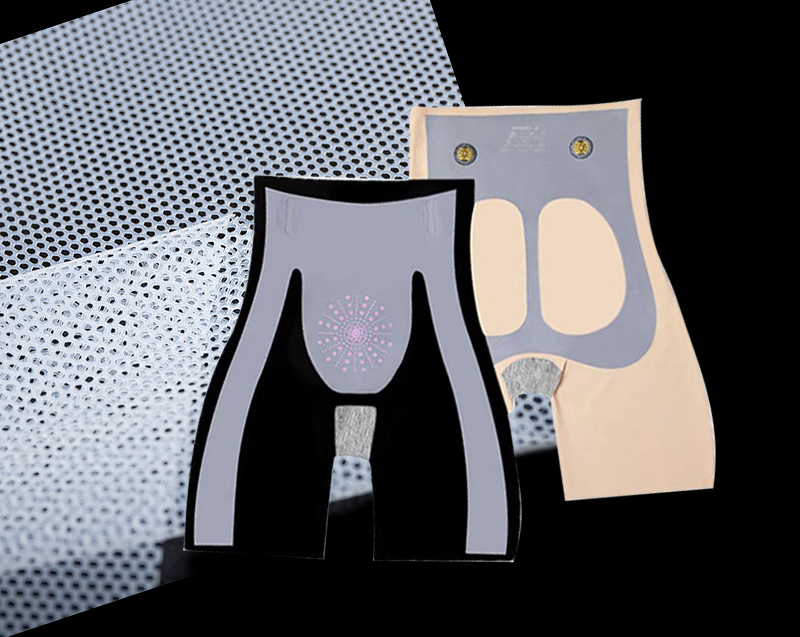
Las prendas sin costuras y con costuras unidas en ropa deportiva de alto rendimiento utilizan redes adhesivas de TPU y PA para unir paneles de tela sin coser, eliminando las crestas y los puntos de presión que las costuras crean contra la piel durante la actividad de alta intensidad. Mallas para correr, maillots de ciclismo, trajes de triatlón, prendas de compresión y capas base son productos típicos en los que la unión adhesiva de red reemplaza o complementa la costura. El área abierta de la red mantiene la transpirabilidad del tejido y el rendimiento de absorción de la humedad: una película adhesiva sólida en la misma aplicación crearía una zona impermeable que atrapa el calor y la humedad en cada costura, frustrando todo el propósito de utilizar tejido técnico de alto rendimiento.
Las telas laminadas impermeables y transpirables de tres capas, la construcción utilizada en prendas exteriores de alto rendimiento, chaquetas impermeables y ropa de esquí, unen una membrana impermeable y transpirable (generalmente ePTFE o película microporosa de poliéster) entre una tela exterior tejida y un respaldo interior tejido mediante unión adhesiva de puntos o redes. La red adhesiva sin papel en el rango de 8 a 20 g/m², con una alta proporción de área abierta de 60 a 75 %, permite mantener la tasa de transmisión de vapor de humedad (MVTR) de la membrana en el conjunto laminado. Esta es la razón por la que los laminados de tres capas unidos con adhesivo de red pueden alcanzar valores MVTR de 15 000 a 30 000 g/m²/24 h en su forma terminada, rendimiento que sería completamente destruido por una laminación de película adhesiva sólida.

Los vendajes médicos de compresión, los soportes ortopédicos, los componentes de los apósitos para heridas y los paños quirúrgicos desechables utilizan una red adhesiva termofusible sin papel para unir los componentes porque el formato sin papel elimina cualquier riesgo de contaminación de la fibra de papel en el producto médico y la estructura abierta de la red mantiene las propiedades de transpirabilidad y gestión de fluidos necesarias para los dispositivos médicos en contacto con la piel. Las redes de PA y TPU utilizadas en aplicaciones médicas deben cumplir con los requisitos de biocompatibilidad (generalmente pruebas de la serie ISO 10993) y deben estar demostrablemente libres de alérgenos, plastificantes y sustancias extremadamente preocupantes (SVHC) según la regulación REACH.
Las telas para paneles de puertas, los laminados de revestimiento de techo, los conjuntos de fundas de asientos y los materiales de revestimiento de maletero en interiores de automóviles utilizan redes adhesivas termofusibles de PES y PA para unir capas de tela decorativa a soportes de espuma, sustratos no tejidos o paneles de respaldo estructurales. El entorno automotriz exige durabilidad de la unión en un amplio rango de temperaturas, desde condiciones de arranque en frío de -40 °C hasta temperaturas de remojo de calor del tablero de instrumentos de 90 °C, combinadas con resistencia a los plastificantes, solventes de limpieza y exposición a los rayos UV característicos de los interiores de los vehículos. Las redes de PES con altas temperaturas de activación y amplia estabilidad de la temperatura posterior a la unión se adaptan bien a este entorno exigente, y su compatibilidad con el procesamiento de laminación continua permite la producción a alta velocidad de laminados textiles para automóviles en líneas de laminación calandradas.
Las partes superiores, las punteras, los refuerzos del talón y los accesorios del forro del calzado deportivo utilizan ampliamente la red adhesiva de TPU porque la unión flexible y duradera que produce permanece intacta a través de las tensiones de flexión y torsión impuestas a la estructura del calzado durante la actividad deportiva. El formato de red permite unir formas tridimensionales complejas de manera consistente en un ensamblaje automatizado de gran volumen, y la ausencia de un revestimiento de papel simplifica el manejo del material en las fábricas de calzado donde los tamaños pequeños de los componentes hacen que la extracción del revestimiento sea tediosa y propensa a errores en las operaciones de ensamblaje manual.
La red de adhesivo termofusible sin papel se activa mediante la combinación de calor y presión: el mismo principio de unión que la película adhesiva termofusible convencional, pero con parámetros de proceso que pueden diferir de la experiencia existente del comprador con productos con soporte de papel. El uso de condiciones incorrectas de temperatura, presión, tiempo de permanencia o enfriamiento produce uniones que fallan prematuramente, y comprender por qué cada parámetro es importante permite una configuración y resolución de problemas efectivas.
Las prensas térmicas industriales de cama plana son el equipo estándar para operaciones de unión por lotes en la producción de prendas de vestir, produciendo uniones en áreas de 30×40 cm a 60×80 cm por ciclo de prensa. Los platos de la prensa deben alcanzar la temperatura de activación del adhesivo de manera uniforme en toda el área del plato; una variación de temperatura de más de ±5 °C en todo el plato produce una calidad de unión inconsistente, con áreas de activación incompleta adyacentes a zonas sobreadheridas. Las líneas de laminación de calendario continuo pasan el sándwich de tela entre rodillos calentados a velocidad controlada, logrando tasas de producción muy altas para la laminación de tela rollo a rollo. El proceso de calandrado requiere un control preciso de la temperatura del rodillo, la presión de corte y la velocidad de la línea para mantener una calidad de unión constante en todo el ancho de la banda y durante toda la producción.
Debido a que la red adhesiva no tiene soporte de papel, el rollo debe manipularse con cuidado para evitar que la estructura de malla abierta se deforme o que las capas del rollo se bloqueen entre sí bajo una presión sostenida durante el almacenamiento. Almacene los rollos en posición vertical sobre su extremo o suspendidos en un eje a través del núcleo; nunca coloque los rollos planos y apile peso encima, ya que esto comprime la estructura de malla y puede hacer que las capas adyacentes se unan a temperatura ambiente en ambientes de almacenamiento cálidos. Mantenga las temperaturas de almacenamiento por debajo de 30 °C y evite la humedad superior al 70 % de humedad relativa para evitar la absorción de humedad que puede afectar el comportamiento de activación de los adhesivos de PA y PES. Se debe permitir que los rollos que se hayan almacenado en condiciones frescas se equilibren a la temperatura ambiente de producción antes de usarlos para evitar la condensación en la superficie adhesiva, lo que afecta la calidad de la unión.
Verificar la calidad de la unión antes de la producción y monitorearla durante toda la producción evita el costoso escenario de descubrir fallas en la unión después de que se hayan producido y potencialmente enviado a los clientes miles de metros de producto terminado. Los métodos de prueba estándar para uniones netas de adhesivos termofusibles en aplicaciones textiles están bien definidos por las normas ISO y AATCC, y la mayoría de las operaciones de unión de telas deben implementar como mínimo una prueba de resistencia al pelado y una prueba de durabilidad al lavado como parte de su programa de calidad de producción.


Reservados todos los derechos:Pinghu Zhanpeng Adhesivo termofusible Web & Film Co., Ltd.

浙ICP备19016808号-1
 浙公网安备 33048202000557号
浙公网安备 33048202000557号